Mario Kurnig
Projektleiter, Dokumentation, Simulation,
Technische Umsetzung
Deutsch Dieses Projekt findet in Kooperation mit der Firma Glock statt. Die Firma Glock ist weltweit durch die Produktion von Handfeuerwaffen bekannt, welche z.B. bei der österreichischen Polizei und beim österreichischen Bundesheer in Verwendung sind. Ein wesentliches Qualitätsmerkmal von Glock ist die hohe Passgenauigkeit bzw. die hohe Fertigungsqualität der verwendeten Bauteile. Zur Einhaltung von Oberflächenqualitäten und Toleranzen werden verschiedene Mess-Systeme verwendet, welche auch einem gewissen Verschleiß ausgesetzt sind und daher ausgetauscht und neu justiert werden müssen. Um die Anlagenverfügbarkeit bzw. den Wartungsaufwand zu reduzieren, wird ein bestehendes Mess-System analysiert und optimiert. Dabei soll auch auf die Reproduzierbarkeit der Lösung für Mess-Systeme gleichen Typs und auf die Einhaltung der betriebsinternen Sicherheitsbestimmungen geachtet werden.
Unser Projekt wird bearbeitet und erstellt an der HTL Mössingerstraße
Dieses Projekt wird gemeinsam mit einem Wirtschaftspartner durchgeführt:

English This project takes place in cooperation with the Glock company. The Glock company is known worldwide for their production of handguns, which are also used by the Austrian police and the Austrian army. A key quality feature of Glock products is the high level of accuracy and the high manufacturing quality. Various measuring systems are used to maintain and insure surface qualities and tolerances. Those systems are subject to a certain amount of wear and tear and therefore constantly have to be replaced and readjusted. An existing measuring system is analyzed and optimized in order to increase system availability and reduce maintenance costs. Attention is also paid to the reproducibility of the solution for measuring systems of the same type and to to the compliance with the company's internal safety regulations.
Hier wird das Projekt möglichst anschaulich dargestellt - d.h. mit Bildern und den entsprechenden Erklärungen.
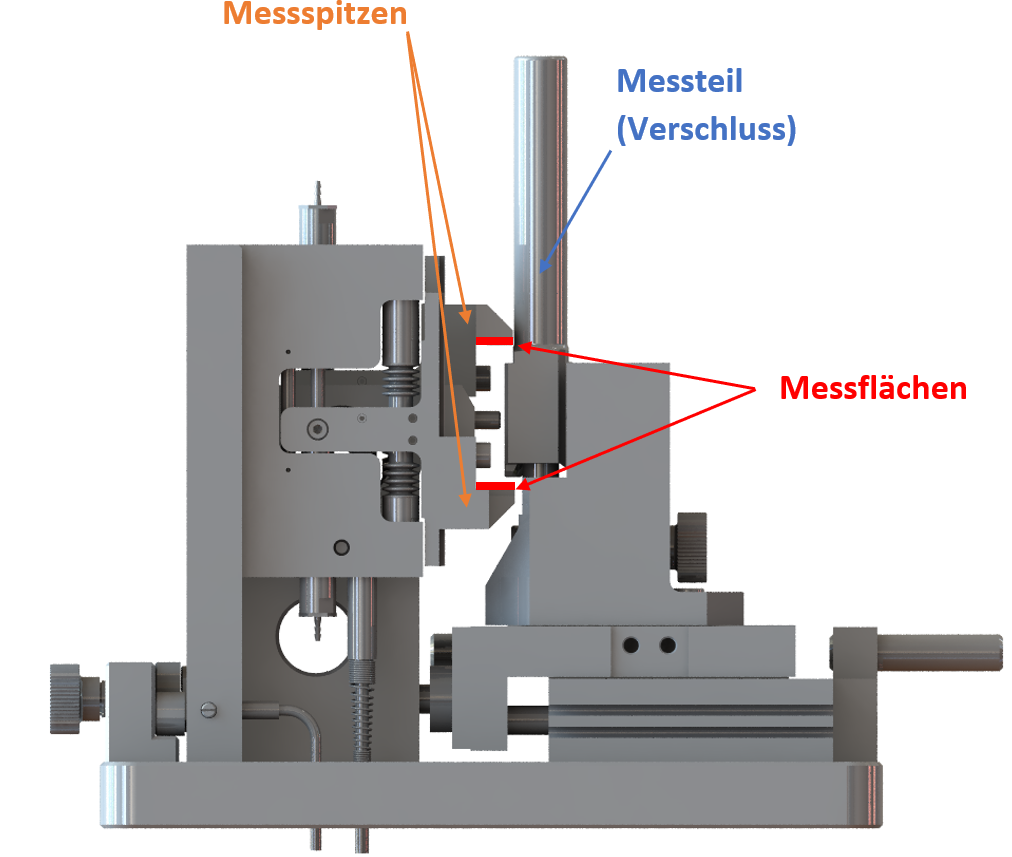
Links ist der eigentliche Messaufbau dargestellt. Die Messung des eingespannten Teils ( blau markiertert) erfolgt seperat durch zwei Messtaster ( orange markiert) von oben und unten. Die Tasterzustellung erfolgt hierbei pneumatisch. Die Abnützungen entstehen an jenen Stellen, welche das zu messende Teil während der Messung aktiv berühren. Dies sind gerade die Messflächen der Messtaster ( rot markiert). Nach der Messung am Teil kehren die Messtaster wieder in ihre Ausgangsposition zurück.
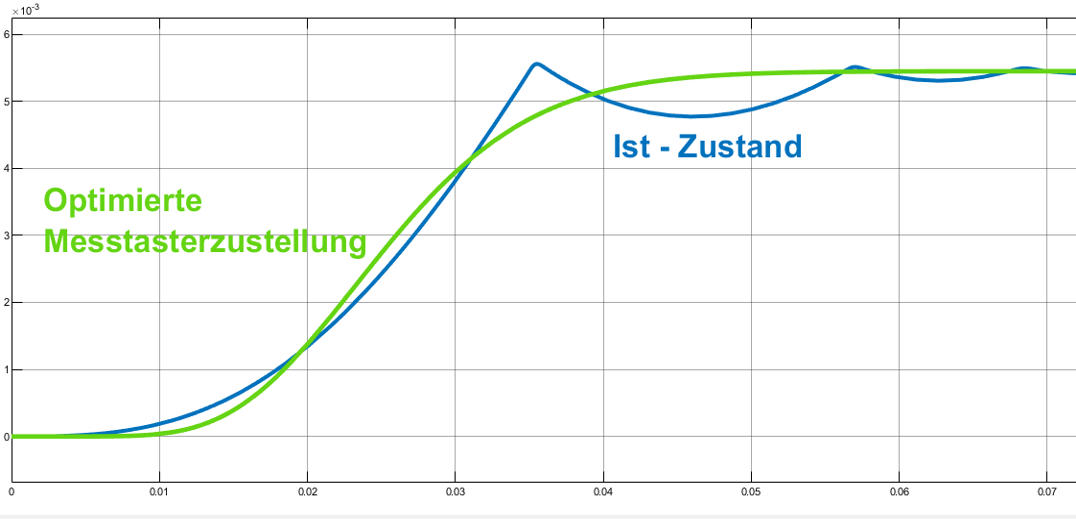
In der rechten Abbildung ist der Verfahrweg eines Messtasters abhängig von der Zeit dargestellt. Die blaue Kurve zeigt die derzeitige Tasterzustellung. Die grüne Kurve hingegen stellt den optimalen Verlauf dar. Das Ziel dieses Projekts ist es genau dieses Zustellverhalten zu erreichen.

Technische Umsetzung
